


减速配件如何焊接和热处理?
文章出处:本站 人气:4879 发表时间:2021-09-17 17:04:44
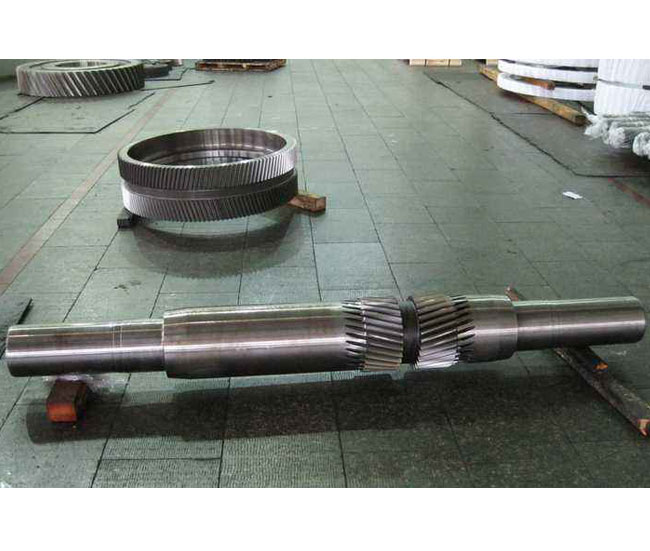
许多轧机客户对硬齿面减速器有严格的要求,箱体需要焊接,减速配件齿轮和齿轴需要热处理。因此,他们应该对焊接要求和特点以及热处理的制定有一定的了解。
电渣焊一般用于焊接减速配件,电流通过渣产生的电阻热用于熔化焊接金属。其特点是生产效率高,坡口无任何厚度,一次焊接,焊缝金属纯净,热影响区比其他焊接方法宽,晶粒粗大,容易产生过热组织。焊接后应进行正火处理,以提高其性能。这种焊接方法通常用于制造碳钢、合金钢、大型和重型结构,如水轮机、液压机、轧机等。
硬齿减速器配件的热处理有三个要求:
一,根据零件的工作条件,分析载荷特性和应力分布,掌握主要损伤形式,确定应有的力学性能指标,从它们之间的粗略关系中估计相应的硬度;重要的减速配件也应建议金相组织。在腐蚀或高温下工作时,还应考虑腐蚀和蠕变的影响;
二,根据减速配件的应力分布,结合零件的尺寸和复杂程度,提出材料的淬透性要求,合理选择材料;
三,选材后,根据各种热处理方法的特点、不同热处理条件下材料的结构变化、相应的力学性能和工艺性,合理选择热处理方法。
减速配件需要热处理,其中退火工艺可以降低硬度,提高塑性,提高可加工性和冲压可加工性,细化晶粒,调整显微组织,提高力学性能,为下一步工艺做准备,消除铸造、锻造、焊接、轧制和冷加工产生的内应力。二是正常化。与退火相比,正火组织呈珠光状,但组织小,分散性大,机械性能高,生产周期短,设备利用率高,成本低,但工作条件差。
- 上一篇: 减速机配件有哪些?
- 下一篇: 减速配件是减速机中很重要的零件
相关文章
相关产品
-

减速配件减速配件
-

齿轴
-
齿轴
-

减速配件齿轴

